


二次世界大战后的日本经济萧条,缺少资金和外汇,怎样建立日本的汽车工业?照搬美国福特汽车公司的大量生产方式,还是按照日本的国情,另谋出路?丰田汽车公司选择了后者。日本的社会文化背景与美国大不相同,日本的家族观念、服从纪律和团队精神是美国人所没有的。日本没有美国那么多的外籍工人,也没有美国生活方式所形成的自由散漫和个人主义。日本 的经济和技术基础也落后美国很多。当时日本确实不可能全面引进美国整套的设备来生产汽车,而且日本当时的生产力仅为美国的十分之一。规模经济生产在日本面临着考验。
1950 年,丰田汽车公司社长丰田喜一郎派丰田英二(他后来于1967年到1982年担任丰田汽车公司的社长)到美国参观了福特汽车公司位于底特律的工厂,回日本后与生产管理专家大野耐一研究得出了结论:大量生产方式不适合日本,原因是:
| 第1, | 当时日本经济十分困难,不可能花大量外汇去购买美国的技术和设备,也不可能花巨资去建设像美国福特那样的工厂。 |
| 第2, | 当时日本国内对汽车的需求量小,需求的品种却相当多,不适合大量 生产的方式。 |
| 第3, | 受新劳工法的保护,日本不能像美国那样随时地解雇工人。 |
丰田喜一郎认为透过汽车带动经济并对社会有所贡献的使命,必须先不断创造利润才行,因此如何降低生产成本成了生产现场的课题。面对这个课题,丰田汽车公司展开了两项重要的策略,一项是及时化生产(JIT),另一项是自働化。这也是丰田生产系统的两大支柱,如下图1-3所示。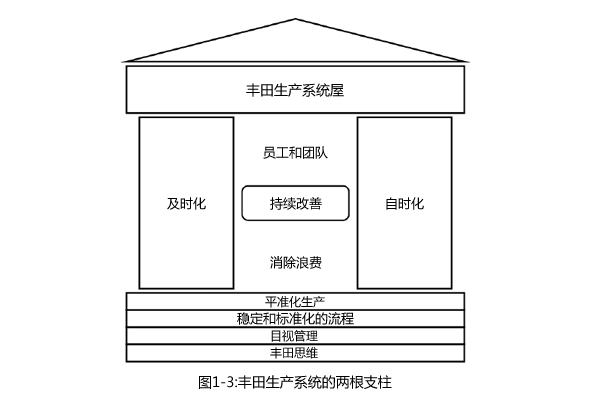
及时化生产(JIT)的概念就是在需要的时候,生产需要的数量和正确的
零部件。它是『流动』的概念,有三大原则:
1) 根据市场或客户的需求来决定生产节拍。
2) 生产工序必须要确保连续流动。
3) 根据后工序的信息来拉动生产。
| 1. | 消除浪费 - 丰田生产系统的目的是消除生产中所有的浪费行为,也就Muda,Mura 和Muri: | |
| 1) | Muda是一切不为顾客创造价值但却消耗资源的活动,也就是大野耐一所定义的七大浪费 | |
| A. 生产过剩的浪费。 B. 制造过程的浪费。 C. 不恰当搬运的浪费。 D. 加工的浪费。 E. 库存品的浪费。 F. 不必要动作的浪费。 G. 不良品的浪费。 |
||
| 2) | Mura是生产的不平衡。例如,生产进度的安排不符合客户的需求,或者生产节拍不均衡,导致操作工人有时匆忙,有时空闲的现象。 | |
| 3) | Muri是超载的设备或是超负荷的工人,通常是工作的节拍比原先设计的规格更高、更困难所致。 | |
| 2. | 定义节拍时间(Takt)- Takt是一个德语,原意是乐队的指挥棒,是指生产时必须知道在交货期内生产一个产品所需要的时间,如此才能满足客户所需产品的总数量;也就是一天的有效工作时间除以一天所需生产产品的数量。 | |
| 3. | 连续流动 - 要确保及时生产和准时交货,生产线必须连续流动不间断的生产,而平准化的生产工序和稳定标准化的流程是其基础。欲达到此目标,必须消除制造过程的浪费、不恰当搬运的浪费、不适当加工的浪费、不必要动作的浪费和不良品的浪费 | |
| 4. | 看板拉动 – 依客户需求的数量和时间来拉动生产才不会造成生产过多和库存的浪费。看板是拉动的信息,是丰田发展出来有效而且简单的可视化管理系统。在丰田导入初期时,看板管理称为超市管理,因其创意源自美国的超级市场。丰田生产系统中使用了几种不同的看板,主要以物料看板和生产指示看板为主。发明看板管理的大野耐一,设定了下列六项的看板使用原则: | |
| 第1,看板取下后,必须由后工序向前工序领取。 第2,前工序依照取下的看板张数与顺序,进行生产。 第3,没有看板时不得领料,不得生产。 第4,看板必须附在实体产品上。 第5,必须是100%的良品。 第6,逐次减少看板张数,落实有效率的生产和持续改善。 |
||
| 看板不但是实现及时化生产不可或缺的工具,同时也是『目视管理』和『可视化』中的重要工具。 | ||
| 5. | 快速换模 – 全称是六十秒即时换模,英文是SMED(Single Minute Exchange Die),是丰田顾问新乡重夫提出的概念。它是通过工业工程(IE)的改善手法,将模具的换模时间、生产启动时间或生产线换线调整的时间尽可能地减少的一种方法。 | 6. | 价值流程图(Value Stream Mapping)- 用来描述物流和信息流的形象化工具,目的是为了辨识和减少整个供应链和生产过程中的浪费;浪费在这里被定义为不能够为终端产品提供增值的任何活动。 |
所谓『三现』,指的是现场、现物、现实,就是说,当发生问题的时 候,管理者要快速到『现场』去,亲眼确认『现物』,认真探究『现实』, 并据此提出和落实符合实际的解决办法。
标准化是一种管理的手段或方法,以标准化原理为指导,将标准化贯穿于管理的整个过程,以增进系统整体效能,提高工作品质与工作效率为根本目的的一种科学管理方法。同时,标准化也是持续改善的基础,其基本特征包括:
第1,一切活动依据标准,标准一经颁布就成为了工作品质的要求。
第2, 一切依照标准来衡量,以事实为准绳来做全面评价。
为了达到企业设定的品质、成本和交期的目标,企业必须合理地利用一切可用资源,对人员、信息、设备和原材料的使用做出每天的计划。利用这些资源的标准有助于提高计划的效率,如果在计划的执行中出现问题或偏差,经营领导就应该及时找出问题的真正原因,并将现有流程修改或完善,以避免问题的再次出现。
工作领域中的标准化就是将工程师的工艺或设计要求转换成工人们每天必须遵守的工作指令。标准是改善的固定组成部分,它为进一步完善提供了基础。在现在的丰田汽车公司,一个管理者必须研读600页的标准书才有办法工作。标准的管理在丰田汽车公司被定位为管理者的重要工作项目,而且已经制定的标准,就算是社长也不能随便变更。
张富士夫社长于1999年至2005年担任社长期间为了要向员工和供应商解释持续改善的丰田生产系统,发展出了『丰田生产系统屋』,如图1-4,这是到目前为止为大家所熟悉认可的丰田生产系统。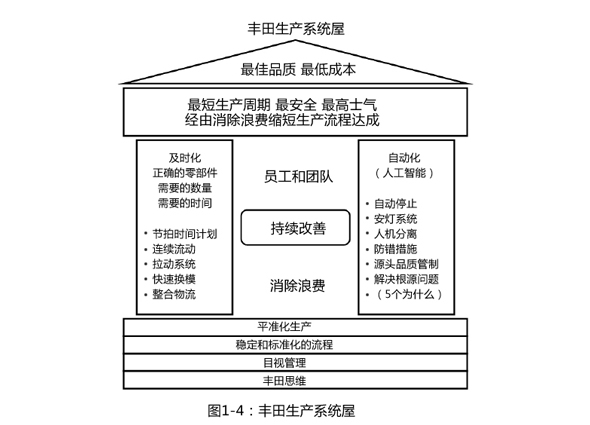
采用房屋结构解释丰田生产系统的原因在于房顶、柱子和地基代表该系统的稳定结构。一间房子的屋顶、梁柱与地基若不稳固,这间房子也不会坚固,只要其中任何一个环节脆弱,就会使整个系统变得脆弱。
丰田生产系统屋有多种版本,但基本原则都是一样;它始于屋顶 - 丰田生产系统的最佳品质、最低成本、最短生产周期、最安全和最高士气的目标。接着是两个支柱 - 及时化生产与自働化(自働化的意义在于不要让任何一个瑕疵品进入下一站,并使员工不需要被机器绑住)。系统屋的中心是员工与团队;地基则是由几项要素构成,其中包括平准化生产、稳定和可靠的标准化流程、目视管理和丰田思维。
持续改善是丰田生产系统的中心思想,这是让每位员工参与进来,通过PDCA(Plan、Do、Check、Action)循环,也就是计划、执行、检查和纠正的方法解决问题,改善质量、成本、交期、安全和员工士气。

Copyright © 2007-2011 . All Rights Reserved.(如转载本站内容,敬请注明出处) Design By 元伸网页设计公司
