


| 1) | 看板拉动系统。 |
| 2) | 安灯系统。 |
虽然安灯系统前面已经有提到,但本节的重点在强调安灯系统在信息流的运用。
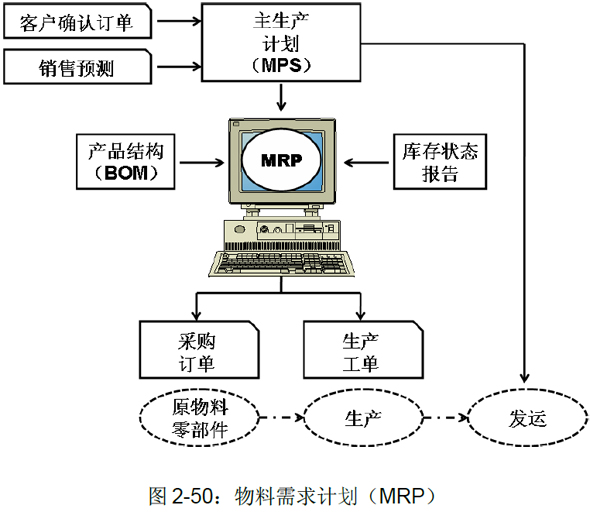
过去物料需求计划(MRP – Material Requirement Planning)的运作是依据客户订单和销售预测来制定主生产排程,物料计划人员依据主生产计划(MPS – Master Production Schedule)订购物料,而生产计划人员依据主生产计划(MPS)下工单给工厂车间生产,如图2-50所示。假如客户订单和销售预测都十分地准确,MRP是一套非常有效率的系统。但是在现实中,销售预测的误差往往很大,而且客户的订单也常常变更,因此,MRP依系统运行往往会造成生产过早,库存过高等问题。为了解决前述问题,我们需要建立一个机制能够依客户和后工序的需求才投料生产以解决前述问题,而丰田公司的解决方案就是『看板拉动』。
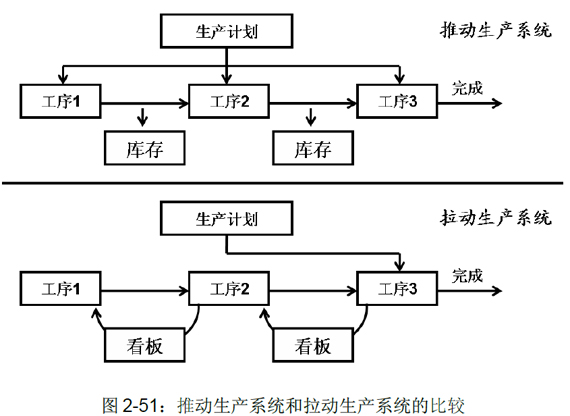
拉动式生产是丰田生产系统的两大支柱之一的『准时生产(JIT)』得以实现的技术承载。这也是丰田汽车公司从美国超市管理中得到的启发。相对于过去的推动式生产系统 -前工序将零部件生产出来『推给』后工序加工,在拉动式生产中,是后工序根据需求要生产多少产品,才要求前工序制造好需要的零部件。看板就是在各个工序之间传递这种信息和运营这种系统的工 具。
与拉动式生产相对应的是推动式生产。在推动式生产中,每一个工序都根据生产计划,尽其所能地生产,尽快地完成生产任务,不管下一工序当时是否需要。传统的生产系统一般为推动式生产,而推动式生产将造成物品的堆积,如下图2-51所示。
拉动式生产与推动式生产在本质上和观念上有所不同,因此要引进和实施拉动式生产必须先做好思想上的转变。必须对员工和一些主要管理人员进行拉动式生产的精益思想培训,帮助他们转变思想观念,通过组织学习、讨论等形式将精益思想传达和灌输给每位员工。
Kanban一词的原意是指日本小酒馆的服务员在最合适的时候把热酒送上,也就是在前一壶酒刚喝完的时候即时将新的一壶热酒送上,送早了酒就放凉了,送晚了使酒兴正浓的客人扫兴。因此,它指的是准时提供服务。这种服务是在客户需要的时候,服务员为客户即时提供品质合格的商品与服务,不早也不迟,正好是客户需要的时刻与品质。
我们现在看到看板用Kanban的英文字来表示,是采取音译或翻译成库存控制。Kan就是卡片(Card),Ban就是信号(Signal),也就是我们用看得见的卡片来传递信号,通过此看板信号授权给工厂车间生产,是一种可视化管理的工具。
如前面所提,看板拉动生产方式最初是丰田汽车公司在20世纪50年代从美国超级市场的运行机制中得到启示;它在拉动生产系统扮演了生产指令和领料指令的传递工具。所以,看板的种类一般可区分为(1)领料看板和(2)生产看板两种。看板拉动的原则是:| 1) | 后工序只有在需要的时候,用领料看板向前工序领取需要的零部件。 |
| 2) | 前工序只依照生产看板的指令生产后工序所需的零部件(包括型号、品质和数量等)。 |
| 3) | 没有看板,不得领料和生产。 |
| 4) | 看板必须附在实体上。 |
| 5) | 挂有生产看板的料箱内不允许有不合格品,必须是100% 的良品。 |
| 6) | 看板数量越多表示在制品越多,所以,应尽量减少看板的数量。 |
| 1) | 原材料和零组件的供应必须准时、确保『质』和『量』。 |
| 2) | 设备运行状况良好,并且保证加工品质的稳定。 |
| 3) | 生产属于流水型并且均衡地生产。 |
| 1) | 生产活动的信息反馈及时和高效,具有生产车间『自律』的能力,因为生产车间本身可通过看板对生产进行微调。 |
| 2) | 看板随物流而动,使『信息流』融于『物流』之中,易于管理。 |
| 3) | 库存量低,品质在生产过程中得到控制。 |
| 4) | 使生产中许多的问题暴露出来,促使企业不断改善。 |
及时化(JIT)的生产方式是一种生产管理理念,而看板则是它的一种管理工具。看板只有在工序一体化、生产均衡化、生产同步化的前提下,才有可能发挥作用。看板的改善功能主要是通过减少看板的数量来实现。看板数量的减少意味着工序间的在制品库存量的减少。如果在制品存量较高,即使设备出现故障、不良品的数目增加,也不会影响到后工序的生产,如此就很容易掩盖问题。在精益生产的方式中,通过不断地减少看板数量来减少在制品库存,使得上述问题凸显。这样通过改善活动不仅解决了问题,还使生产线的体质得到了加强。
看板运作有两种方式:(1)单卡系统和(2)双卡系统。它们的操作方式如下:| 1) | 单卡系统 | |
| A. | 组装生产线需要零件A时,把零件A之看板卡传送到机加工车间。 | |
| B. | 机加工车间根据零件A之看板卡生产。 | |
| C. | 机加工车间生产好零件A后,把零件A连同零件A之看板卡传送到组装生产线。 | |
| 整个运作只用了一张卡,这张卡是领料看板卡,同时也是生产看板卡,主要是前后工序之间没有暂存区。 | ||
| 2) | 双卡系统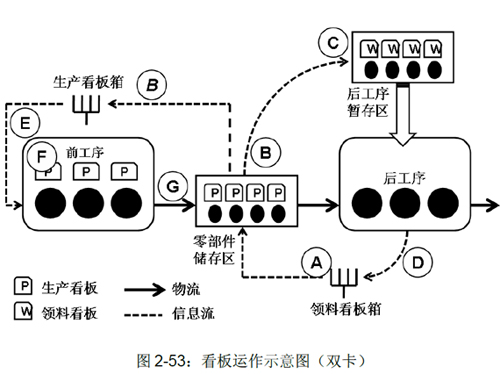 |
|
| A. | 物料配送人员在(领料看板箱)拿取(领料看板)和(空容器),推车到(零部件储存区)领取物料。 | |
| B. | 物料配送人员把(零部件)连同(领料看板)置于(空容器)内,同时把原先附在(零部件)上的(生产看板)放在(生产看板箱)内。必须确认领料看板和生产看板一致。 | |
| C. | 物料配送人员把领取的(零部件)连同(领料看板)用推车送到(后工序暂存区)。 | |
| D. | 后工序车间开始使用暂存区的零部件时,必须把附在容器上的(领料看板)放在(领料看板箱)内。 | |
| E. | 前工序在(生产看板箱)内领取(生产看板)。 | |
| F. | 前工序车间依据(生产看板)生产。 | |
| G. | 前工序生产好零部件之后,把(零部件)和(生产看板)同时放在(容器)内,置于(零部件储存区)。 | |
前工序和后工序之间不断地利用领取看板和生产看板连锁运作,结果各个工序仅在需要的时候领取和生产需要数量的零部件,自然地全部工序就实现了拉动式的及时生产。
看板数量之计算如下: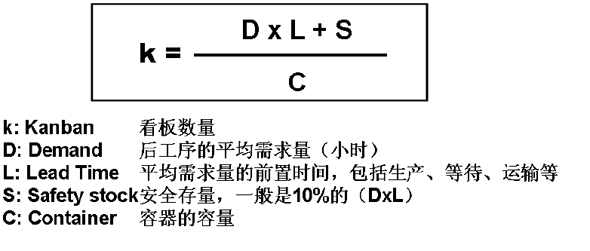
一家生产电源开关的车间,前工序一个容器装置4个零件。后工序每一小时需要5个零件,而前工序生产5个零件需时2小时。安全存量是10%。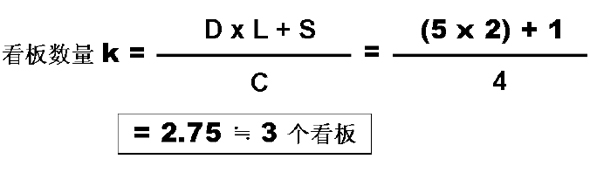
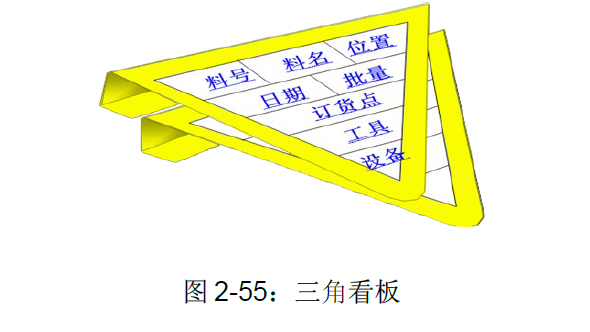
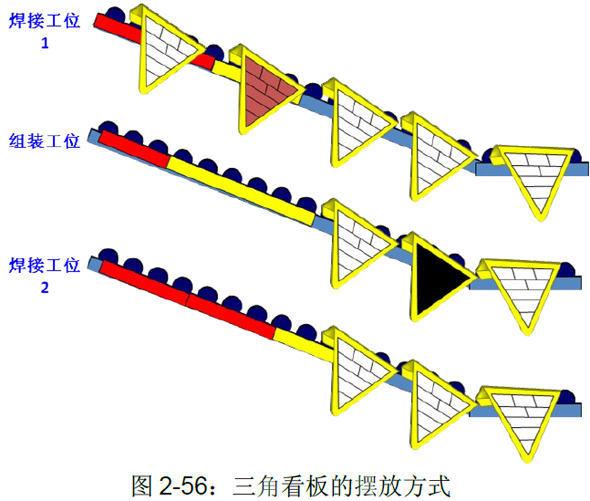
看板信息不是详细的工作说明书,它只需要标明产品品名、产品代号、数量、位置等需要的信息就可以了。看板的型式也有多种,并不局限于卡片的形式,在实际的精益生产方式中,还有多种代替卡片发出生产请求的目视管理方法,例如彩色乒乓球、空容器、地面空格标识和信号标识等。
下面3个图就是方形的领料看板和生产看板、三角看板和三角看板摆放形式的图例。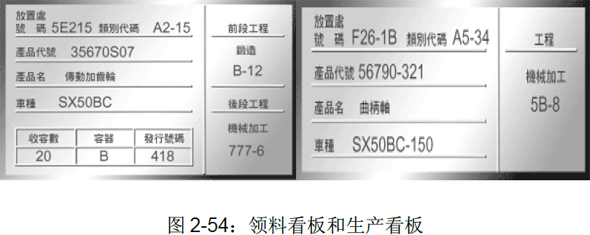
看板拉动式的精益生产中,负责物料配送的人员又称为『水蜘蛛』,是精益生产线上专门从事物料、工具、生产看板及其他工装夹具的准备和传递的人员。他总是在工序间不停地穿梭,有如水蜘蛛利用水的表面张力在水面上划来划去一样。
水蜘蛛所从事的工作通常是不增加产品附加价值的浪费,但是,精益生产之所以安排『水蜘蛛』,是为了有效消除作业人员『不增加附加价值』的作业,进而提高作业员的生产效率,达到精益生产整体最优的目的。『不增加附加价值』的工作如作业人员领取物料就是浪费,有水蜘蛛之后,作业人员可以不必领取物料,减少了这种浪费。所以,我们一般选择生产线上积极、主动、反应灵敏、负责和有经验的员工担任水蜘蛛,因为他们是看板拉动式生产是否成功的关键人物。
安灯系统是为了能够使连续生产发生的问题得到及时处理而安装的系统。为了及时解决生产线上的问题,有的公司用灯光系统发出问题信号;即每个工作岗位有3个显示灯,绿灯表示没问题,黄灯表示一名员工稍微有点落后,红灯则指问题严重,如下图2-57所示。灯光系统使同一系统里的员工互通信息,使员工和主管尽快找出问题的根源。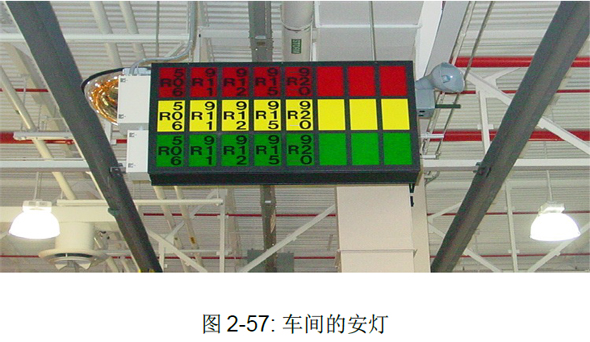
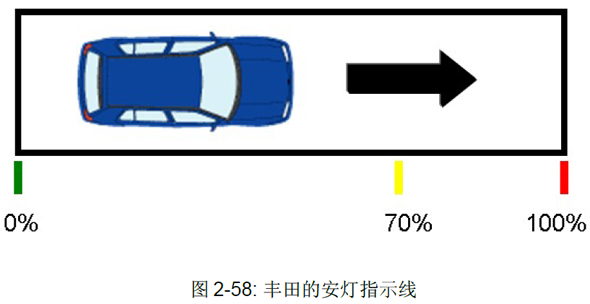
安灯系统在丰田是用来实现生产管理的一种方法。在丰田生产线的地板上会有绿黄红三种颜色,如图2-58所示。绿色表示工序的起点,0%,黄色表示工序完成70%,红色表示100% 完成。当一位工人到达黄线但他的工作尚未完成70% 或是他在任何时候有任何问题,他必须拉动安灯线,安灯就会在安灯板上亮起,同时安灯音乐也会响起,他的生产线上的主管就会过来查看问题是否可以立即解决;假如可以解决,主管会关掉安灯和音乐;假如不可以当场立即解决,安灯就会继续亮着,整条生产线会立即完全停止;这时候会有更多相关的主管和技术人员过来解决问题。生产线停止是为了杜绝不良品流到下工序,同时也迫使整个团队尽可能地在节拍时间内把问题解决掉。
| 1) | 工位作业管理 - 工位呼叫、集中事件呼叫。 |
| 2) | 设备运行管理 - 故障、运行状态、维护信息。 |
| 3) | 信息可视管理 - 通过安灯看板显示呼叫信息、故障信息和停线信息。 |
| 4) | 物料呼叫 - 通过物料显示屏,显示物料呼叫信息。 |
| 5) | 品质呼叫 - 通过广播,呼叫品质信息。 |
| 6) | 设备呼叫 - 当设备故障时,通过广播进行呼叫。 |
| 7) | 维修呼叫管理 - 通过维修安灯看板,显示维修信息。 |
| 8) | 公共信息管理 - 通过信息显示屏,显示各种公共信息。安灯系统的作用及其使用 |
以上这些安灯功能的目的就是『发生问题立即暂停,或减缓速度立即解决现场的问题以提升生产力的理念』。现在,各个企业的车间都可以看到针对不同需求设计的安灯,可以在任何地方发挥着它的警示作用和及时信息传递的作用,将问题阻止在最初的地方,并及时解决问题,所以说『安灯系统』是信息流中支持物流的有力工具,也是提高制造品质和生产效率最有效的一种手段。

Copyright © 2007-2011 . All Rights Reserved.(如转载本站内容,敬请注明出处) Design By 元伸网页设计公司
